ABSTRACT
Dilute acid hydrolysis has been effective at removing C5 sugars from lignocellulosic biomass for conversion to energy and chemicals. While acid hydrolysis processes are effective, their corresponding capital and operating costs can become prohibitively expensive due to the acids used, formation of degradation products from the C5 sugars, and the down-stream processing requiring neutralization. Dicarboxylic acids (DCAs) for the hydrolysis of C5 sugars can decrease these processing costs by lowering neutralization costs, avoiding the use of expensive/specialized metal reactors, potentially recovering and recycling the DCAs, and increasing C5 sugar yields while also decreasing the formation of degradation products. In an effort to validate the benefits of DCA over strong mineral acids, a selected set of Dicarboxylic acids (DCA) was evaluated in the preferential selective hydrolysis of hemicelluloses from a hemicellulose-rich biomass source, Dried Distillers Grains (DDG). The relationship between acid pKa, xylose, and degradation products was explored. In parallel, we also investigated the use of para-toluene-sulfonic acid (PTSA) that has a structure similar to the sulfuric acid, but has a toluene group instead of a second acid proton. Time versus concentration of xylose and furfural data was obtained using each of these acids. Among the acids tested, oxalic acid and PTSA produced the greatest amount of free xylose (13.7 g/l, 12.4 g/l respectively) after H2SO4 (18.8 g/l), and both produced less furfural (0.34 g/l, 0.38 g/l respectively) than H2SO4 (0.97 g/l). Comparing the Combined Severity Factors (CSF) of the acids evaluated led to the conclusion that among the DCAs explored in the present work, oxalic acid produces a C5 rich hydrolyzate comparable to the sulfuric acid and with minimal xylose degradation products.
KEYWORDS
Combined severity factor; Dicarboxylic acids; Dried distillers grains; Integrated biorefinery; p- Toluenesulfonic acid; Selective hydrolysis; Sulfuric acid; Xylose
Introduction
Hemicellulose (C5) based sugars, especially xylose, is the second most abundant sugar in the hydrolyzates from a typical lignocellulosic biomass. In biomass types such as seed hulls (corn, soy, etc.) hemicellulose content is higher than that of cellulose. Hemicellulose based sugars are recognized by DOE as top precursors for the production of chemical intermediates [1-6]. In an integrated biorefinery, a variety of useful renewable chemical precursors such as cyclopentanone and 1,5-anhydroxylitol & non-ethanol fuels such as 1-(3-cyclopentyl)cyclopentyl-2-cyclopentyl cyclopentane and bi(cyclopentane) can be produced from C5 saccharides [7-11]. Dilute acid hydrolysis using strong mineral acids (e.g., H2SO4) has been shown to efficiently catalyze the hydrolysis of hemicellulose to free D-xylose from hemicellulose-rich biomasses like dried distiller’s grains (DDG) [12-16]. However, there are several drawbacks of using strong mineral acids for industrial processes. These include the need for expensive alloys for reactor construction and an increased rate of C5 sugar degradation. Other considerations are the high costs associated with neutralizing the dilute acid solution and the disposal costs of the neutralized products [12-15]. These factors increase the costs of biomass processing and lower the economic viability of this pathway [12-15]. However, if the acid used in the hydrolyser action is less corrosive and can be effectively recovered and reused, then processing costs can be reduced significantly.
Hemicellulose Hydrolysis and Xylose Decomposition
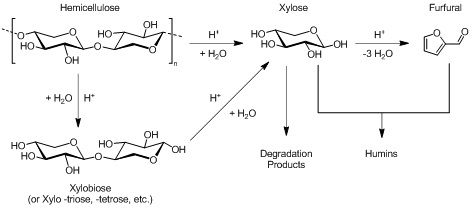
The release of free xylose follows a simple hydrolysis mechanism, where water, catalyzed by H+, splits the xylan chains in hemicellulose into either xylose directly, or by first forming xylobiose and then xylose [17-25]. The xylose, upon continued contact with acid can react further to form furfural via dehydration reactions, which occurs in the presence of H+ as well [25] (Figure 1).
This clearly shows that the release of xylose as well as its degradation requires H+, indicating that solutions with higher hydronium concentrations should facilitate the release of the xylose more readily, but could also lead to degradation of xylose to furfural and humins.
Dicarboxylic Acids (DCA)
Dicarboxylic acids (DCA) are a promising alternative to strong mineral acids for the selective hydrolysis of C5 sugars from biomass. DCA have many potential benefits compared to strong mineral acids for use in hemicellulose hydrolysis table 1. First, they are typically less corrosive than sulfuric acid (higher pKa). This reduction in corrosive ability allows for the use of less expensive materials of construction for the hydrolysis reactor, minimizes corrosion, and decreases formation of degradation products [14]. DCA are effective in that they mimic the active sights of carbohydrate hydrolysis enzymes that break down biomass and can be used in controllable reaction conditions (temperature/time). In addition, DCA can be used in reaction conditions that are impossible for enzymes to endure (higher temperatures, lower pH and shorter reaction times) [27]. Using DCA for selective biomass hydrolysis combines the selectivity of an enzymatic system with the complete control of a chemical system, improving overall efficiencies and reaction consistency. Additionally, DCA have the potential to be recycled due to their limited solubility in water; especially cold water, where the solubility is considered insignificant [28,29]. Several studies have demonstrated the separation of acids through the use of specialty membranes and the use of Cold Acid Solvent Extraction (CASE) processes developed by Virdia Inc., to capture acids used for hydrolysis [30-32]. If these processes could also be applied to DCA, recycling DCA could lead to reduction in chemical costs for hydrolysis.
Oxalic and maleic acids have been the most studied DCA in the selective removal of hemicellulose from biomass material [27,33-39]. Previous work focused on the use of DCA as a pretreatment to remove hemicellulose for the production of ethanol from residual C6 sugar fermentation (via enzymatic hydrolysis of cellulose) and the synthesis of furfural via acid catalyzed dehydration of C5 sugars in hydrolyzate in some instances [27,33-40]. However, the prohibitively high cost of DCA compared to mineral acid requires that 1) the DCA are recovered from the hydrolyzate and then recycled in order to reduce chemical costs; and 2) the removed hemicelluloses are utilized to convert to value added bioproducts.
Ultimately, the implementation of a less corrosive, controllable, selective and potentially recyclable dicarboxylic acids to perform hydrolysis of hemicellulose in biomass would be invaluable towards making an integrated biorefinery economically viable. The objective of this work is to evaluate a chosen set of DCA for selectivity towards C5-sugars (primarily xylose) in order to obtain a hydrolyzate solution that is rich in C5 saccharides (xylose) with minimal degradation products. The intent is to reduce the overall processing cost for an integrated C5-based refinery leveraging the potential benefits using DCA compared to strong mineral acids for use in hemicellulose hydrolysis.
Materials and Methods
Materials
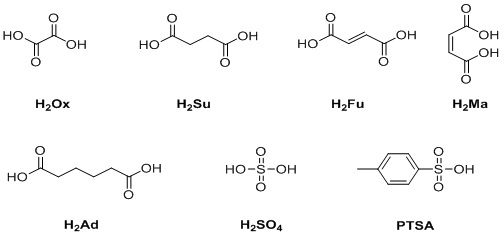
Oxalic acid (H2Ox) and maleic (H2Ma) acids were chosen due to their previous work in selectively hydrolyzing hemicellulose of various biomass sources to monomeric C5 sugars [27,31-33]. The other DCA, succinic (H2Su), fumaric (H2Fu) and adipic (H2Ad) were chosen due to their high potential in regards to temperature-based separation [28,29,37,41]. They have the lowest pKa values and are the smallest DCA available. Previous studies also indicated that they could precipitate out with decreasing temperature [28,29,41]. p-Toluenesulfonic acid (PTSA) has a structure similar to the sulfuric acid, but has a toluene group instead of a second acid proton. This structural similarity along with the near identical pKa of the first acid proton allows for the direct comparison of the influence of the second proton of sulfuric acid. These structures are shown in figure 2.
D-glucose; L-arabinose; D-xylose; ethanol; the acids - sulfuric (H2SO4), oxalic (H2Ox), succinic (H2Su), fumaric (H2Fu), adipic (H2Ad), maleic (H2Ma) and p-Toluenesulfonic (PTSA); 2-furfuraldehyde (Ff); 5-hydroxymethylfurfuraldehyde (5-HMF); glycerol; and acetic acid were purchased from VWR (≥ 99% purity) and were used as received without further purification. Ff and 5-HMF was used as received and stored in a fridge (40C).
The Brown-Forman Corporation supplied the corn based Dried Distiller’s Grains (DDG) used in this study. The DDG samples were dried to (<10% moisture) and manually sifted through a 1 mm screen. Moisture balance readings for each biomass were performed on 1 g samples using an Intelligent Weighing Technologies Model IL-50.001 moisture balance before use.
Methods
A dilute acid hydrolysis method discussed by Alvarez et al., was used for C5 sugar extraction in this study [40]. The source of the DDG and the hemicellulose content of the corn fiber in DDG are as reported by Alvarez et al. The hemicellulose content of 30.8% is similar to that obtained using the method detailed in the literature [12,42,43]. Acids were added to water to form 0.04 M reaction solutions. All reactions contained 300 grams of DDG (dry weight) with 3 L of water. All hydrolysis reactions were performed in a 6 L M/K digester reactor set to a heat up time of 50 min to reach the reaction temperature of 1400C followed by a reaction time of 1 hour [12]. The reactor was sealed at 800C and pressure was measured for the remainder of the reaction. A sampling valve on the reactor was used to obtain aliquots (10 ml) of the hydrolyzate as a function of reaction time. In order to effectively remove the aliquots from the reactor for the sampling data, an isolation loop was added to the reactor. When the reactor was running, the flow path went through the loop. Two shutoff valves allowed sample to be isolated in the loop while redirecting the main liquor to continue circulating. The loop was then instantly cooled externally to prevent continued reaction of the hydrolyzate. The sample was then collected in a vial from an additional valve on the loop. This method provided samples with various compound concentrations exactly at the time or temperature needed. After 1 hour of reaction time, the reactor contents were cooled to approximately 700C by circulating the liquor thorough a water cooling heat exchanger and the final hydrolyzate samples were collected. The collected hydrolyzate samples were analyzed by HPLC against known standards. Five point calibrated curves were used to determine concentration of sugars, furfural and acetic acid.
Proton concentration calculations
Proton concentration [H
+] was calculated in two ways. When calculating from the pH values of the acids, the concentration was calculated by equation 1 as shown below.

Where, the pH was the measured pH value at the start of each of the runs. To calculate the theoretical [H
+], the pK
a from literature was treated in the same manner as the pH (equation 2) and then set up with the dissociation equilibrium equation (equation 3).
In equation 3, “A” represents the anion associated with the acid. From equation 3, an equilibrium table was set up and the resulting quadratic equation was solved for [H
+]. Sulfuric acid, PTSA and the DCA were also compared using their combined severity factor [26,44].
Combined Severity Factor (CSF)
The CSF is a numeric value that takes into account temperature, time and acidity (pH) into a single value. This value allows for direct comparison of different reactions conditions. Changes in temperature, time and pH can be calculated and compared to other variations in reaction conditions. The combined severity factors were calculated from the formula below.

Where, t is the time of reaction, Tr is the reaction temperature, Tref is the reference temperature (1000C) and pH is the measured pH value of the acid solution before the reaction starts.
Results and Discussion
Selective hemicellulose hydrolysis using DCA
Oxalic, succinic, fumaric, adipic, maleic, PTSA and sulfuric acids were used for the hydrolysis of C5 sugars from DDG. Table 2 shows the concentrations of sugars that were extracted using each acid. As shown in the table, the acids showed varying levels of ability to selectively hydrolyze hemicellulose to form free D-xylose and L-arabinose. PTSA and oxalic acids produce C5 sugar yields of about 73% and 77% respectively of what was produced from sulfuric acid. In contrast, C5 sugar extraction using maleic acid, succinic acid, fumaric acid and adipic acid are significantly lower than what was observed for sulfuric acid. Reasons for this xylose yield difference are further investigated in the proceeding sections.
Table 2 shows that in the case of the sulfuric, PTSA, oxalic and maleic acids, the xylose concentration is higher than the arabinose concentration, with sulfuric being the highest overall xylose concentration. Further, table 2 reveals that the oxalic acid and sulfuric acid have the highest selectivity for xylose (comparable to that from sulfuric acid), a value 59% for each. Maleic acid, forming lower amounts of xylose and a comparable amount of arabinose would discount its use in the processes mentioned previously. Table 2 also shows that the other DCA (adipic, succinic and fumaric) remove higher amounts of arabinose compared to xylose. As a result, they have low xylose selctivities of 19, 21 and 34% respectively. Since oxalic acid has the best performance as a DCA for xylose release and less corrosive than sulfuric acid, it has the best chance at replacing sulfuric acid for xylose hydrolysis.
Something else to consider is the potential to use the arabinose selective acids (adipic, succinic and fumaric) as a pre-treatment in a two-step hydrolysis. These particular acids show an affinity for arabinose removal and could be used initialy to remove arabinose from the biomass before the biomass is hydrolyzed with one of the xylose selective acids. This could improve overall yields and selectivity of both sugars.
Lu et al., reported xylose yields close to 100% for both sulfuric acid and maleic acid at a cost over loading of 40g/l in the reactor with significantly lower yields at higher DDG loadings (62.5% and 55.2% respectively at 150g/l loading) [27]. The yield values are comparable to the values reported in our current work using DDG. Scordia et al., reported a near complete monomer liberation from oxalic acid using 4:1 liquid to solid weight ratio (comparable to 25g/l) using similar acid concentrations for giant reed [35]. Low yields from oxalic acid in our study (72% C5 sugars yield) could be due to using different type of biomass (DDG vs giant reed) or due to differences in the type of reactors used (percolating reactor vs stirred type reactor).
Degradation product formation
Table 3 shows the concentrations of undesirable degradation products that were formed when using the various acids in this study. In the case of a C5 platform, the most concerning products, if present, are furfural and acetic acid as both products are a result of the degradation of xylose [45]. Compared to the sulfuric acid, the PTSA and all the DCA are used in this study led to lower levels of furfural formation.
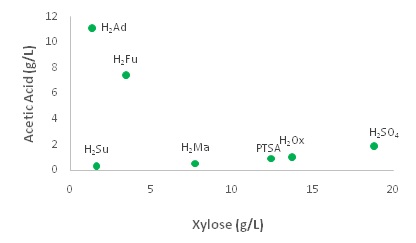
The data presented shows that the highest ratio of furfural formation using a DCA compared to that using the sulfuric acid was with fumaric acid (0.505), which also delivered the lowest yield of xylose as presented in table 2. The ratio for furfural was at or below 0.39 for the other DCA used in this study. In the case of the other degradation product - acetic acid, both the fumaric and adipic acids led to a much higher concentration of acetic acid compared to the other acids, reaching concentrations more than five times as high as sulfuric. This would indicate that the structures of these DCA are more effective at catalyzing xylose degradation to acetic acid than the remaining acids. This result could be due to thermal degradation of xylose or xylan to acetic acids prior to formation of more stable dehydrated furfural. However, as illustrated in figure 1, total furfural or acetic acid concentrations cannot account for the entire loss (degradation) of xylose; possibly polymerization to humin can also happen simultaneously.
Investigating the factors influencing the hydrolysis product yields
pKa and hydronium ion concentration
Acid strength refers to the tendency of an acid’s bond between proton and its conjugate base (HA) to lose a proton (H+) in solution. A strong acid undergoes complete ionization of the HA bond in solution. In water a mole of a strong acid yields one mole of H+ (as hydronium ion H3O+, pKa = -1.74) and one mole of its conjugate base (A-) through complete ionization of the HA bond. Sulfuric acid and PTSA are examples of strong acids (pKa < -1.74) that were used in this study. DCA are examples of weak acids. The carboxylic acid functionality of a DCA only partially dissociates so at equilibrium there is a mixture of HA along with H+ and A- present in solution. Table 4 lists the pKa values of sulfuric acid, PTSA and the DCA that were used in this study. These pKa¬ values listed are from the literature and for the first and second proton that are available [46,47].
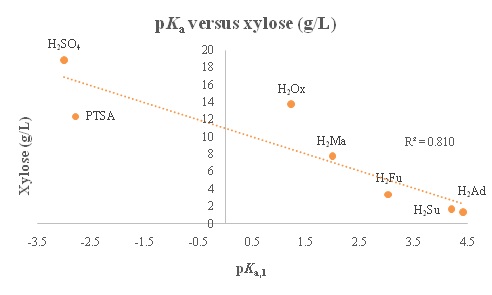
Dissociation is very dependent on the physical structure of the molecule. For example, maleic acid has a lower pKa than fumaric acid because an intramolecular hydrogen bond is formed after H2Ma loses the initial proton, making the conjugate base of maleic acid more stable than that of the conjugate base of the fumaric acid. In the current study, sulfuric acid is the strongest acid with a pKa of -3, and adipic acid is the weakest with a pKa of 4.42. Therefore, since this reaction is catalyzed by the hydronium ion, the more acidic the solution, the better the xylose release should be. A plot of the pKa values vs xylose concentrations is presented in figure 3 (a).
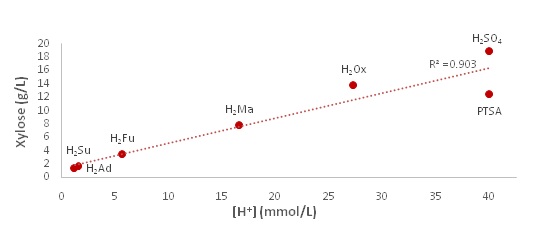
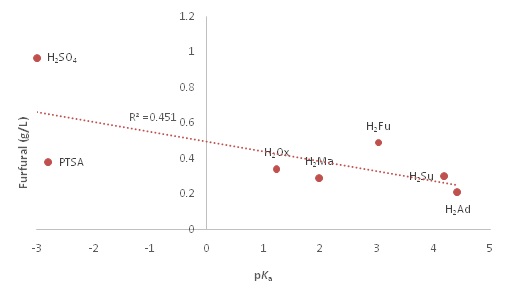
As can be seen from the figure 3(a), the xylose concentration follows an inverse trend with the pKa,1 value, as would be expected. The R2 value of 0.8103 shows a relatively good correlation between the pKa and the xylose release. However, the oxalic acid shows that xylose can be removed effectively even with a more positive pKa. This indicates that there is more to the process than just acid dissociation. The theoretical concentration of [H+] in solution compared to xylose concentration is presented in figure3 (b). As shown in the figure, the xylose concentration has a strong (R2 = 0.9037) positive correlation with the hydronium ion concentration in the acid solution. This would indicate that the experimental data follow predictions made based on acid strength, showing evidence that a strong acid would be the best for xylose release on the whole. However, PTSA seems not to fit this trend as it has the same ion concentration as sulfuric acid, but a much lower xylose release value compared to sulfuric acid. This indicates a possible significance of the second proton. Absence of second proton for PTSA seems to hinder the xylose yield even though its pKa is a comparable to that of sulfuric. In figure 4, pKa,1 and furfural concentration are plotted to determine the relationship between pKa and degradation products.
From the plot, it is seen that, in general, the lower the pKa, the higher the furfural concentration. However, the trend is loose (R2 = 0.451), as all of the acids except the sulfuric have similar Ff values. This is indicative that the degradation product is not dependent on the hydronium concentration completely. This plot also rejects the idea that acids with a second proton would produce higher degradation product concentrations as all of the diprotic DCA have almost the same [Ff] as PTSA. In this data set, sulfuric acid is essentially an outlier due to its high concentration of Ff around 1.0 g/l. This experimentally confirms that certain DCA (e.g., oxalic) can be suitable to replace sulfuric acid in C5 hydrolysis reactions. It also shows that the remaining acids would all be effective at reducing furfural amounts, even if the xylose concentrations produced are comparable to sulfuric acid. This is further illustrated by plotting the xylose concentrations against the corresponding degradation product concentrations figure 5.
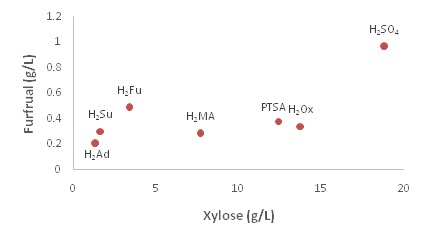
These plots can help determine the most suitable DCA that can deliver a high xylose value and a low degradation product value. Figure 5 (a) shows that the most effective acid for minimal furfural production is oxalic acid with sulfuric showing a much higher furfural concentration and the other acids not able to produce enough xylose. Figure 5 (b) shows that, again the best acid for hydrolysis optimization would be the oxalic, with the exception of sulfuric. However, if sulfuric acid’s affinity for fufural production is considered, then oxalic acid remains the desirable acid for C5-hydrolysis of biomass.
Combined Severity Facor (CSF)
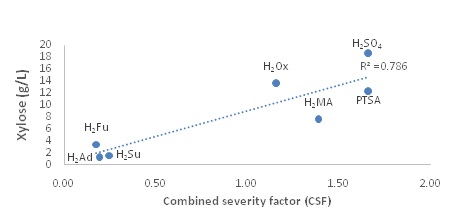
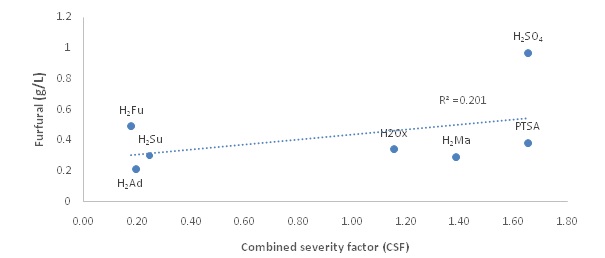
The CSF of each acid condition along with the measured pH of the acid solution are listed in table 4. As shown in the table, the CSF of sulfuric, oxalic, PTSA and maleic acids are in a similar range; whereas, the CSF values for succinic, fumaric and adipic acids are significantly lower. This would make sense as the only variable in the CSF calculation that changed among the acids is pH. This pH value is a measurement of the hydronium ion concentration and the relationship between xylose release and the hydronium concentration was described more fully in previous sections. Therefore, CSF seems to be a good indication of the efficacy of acids for C5 extraction as shown in figure 6 (a).
The CSF, however, do not appear to be good indicators for sugar degradation as shown in figure 6 (b). As can be seen from the figure, the relationship between CSF and furfural concentration is very weak. This trend is similar to the one from pKa that was discussed previously.
Kinetic studies on xylose release using oxalic acid, maleic acid and PTSA
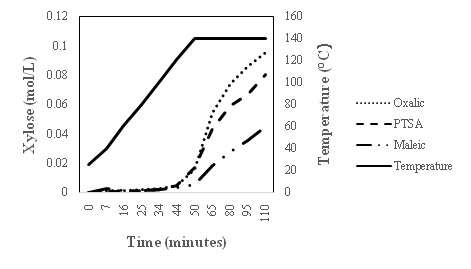
Concentration and temperature data vs time were plotted to examine the production and degradation of xylose using oxalic, maleic acids and PTSA figure 7(b). Oxalic acid and maleic acid were chosen to represent highly and moderately effective DCA respectively and PTSA was chosen to represent acid with single proton.
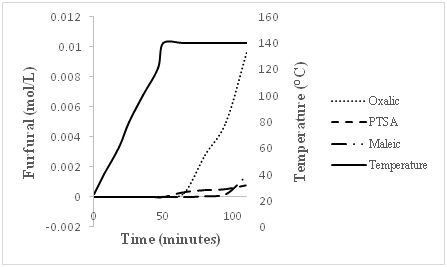
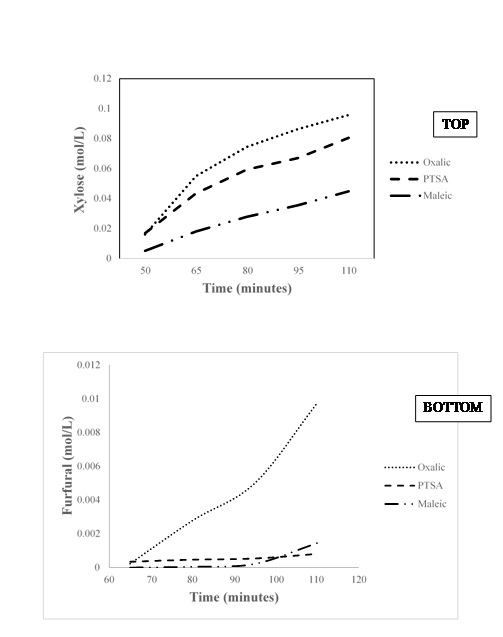
One of the general trends that can be observed from figure 7 (a) is that the release of xylose was negligible till the reaction set point of 1400C was reached at the 50-minute mark. Once the reaction temperature reached its set point, the xylose release rates were distinctly different for the three acids as shown by the difference in slopes of the curves. Oxalic and PTSA showed much prominent increase of xylose concentration compared to maleic starting from 50 minute time possibly due to higher acidity (lower pKa) of these acids. Oxalic acid maintained superior xylose release rates compared to PTSA supporting the notion of enhanced activity of with the second proton of oxalic acid at reaction temperature. In these concentration profiles, the xylose concentrations presented represent a net xylose concentration. Once xylose is formed, it begins to degrade over time to furfural in a 1:1 molar ratio via dehydration as shown in figure 7 (b). Figure 8 shows the isothermal portion of the hydrolysis and degradation reactions highlighting the differences in xylose release and degradation with time for the three acids.
Conclusion
Oxalic acid has been shown to effectively hydrolyze hemicellulose from Dried Distillers Grains (DDG) while simultaneously reducing the formation of degradation products from xylose. Dicarboxylic Acids (DCA) reduce the degradation of the C5 to furfural compared to the sulfuric acid under the same conditions. Acid dissociation constants (pKa) can help predict the extent of xylose extraction from DDG; the acids with lower pKa leading to higher xylose concentration. The Combined Severity Factor (CSF) followed similar trends to those from pKa in that solutions with a higher CSF generally led to higher xylose concentrations. However, there was no trend between CSF and degradation products as evidenced by low furfural concentration (0.34 g/l) at a high CSF value of 1.16 using oxalic acid. Concentration profiles of xylose obtained using PTSA, oxalic and maleic acids show that the majority of the xylose release occurs at the isothermal temperature zone of the hydrolysis reaction and that, generally, release rates were the highest in the first 15 minutes of the reaction and then decreased as time went on. Our work shows that, based on high xylose release and low degradation product formation, oxalic acid appears to be the most suitable acid among the DCAs tested to replace strong mineral acids for C5 removal from biomass.
Acknowledgement
The authors thank the Brown-Forman Corporation for their support. The authors thank Bruce Mastorovich for the construction and preliminary testing of the M/K digester water cooled sampling valve.
Figures
Figure 1: Scheme showing the mechanism of xylan conversion to xylose [26].
Figure 2: Acids investigated for C5-hydrolysis during this study.
Figure 3a: pKa vs. xylose concentration.
Figure 3b: Theoretical H+ ion concentration vs xylose concentration.
Figure 4: Scatter plot comparing pKa to furfural concentration.
Figure 5a: Concentration of xylose vs. concentration of furfural.
Figure 5b: Concentration of xylose vs. concentration of acetic acid.
Figure 6a: Combined Severity Factor (CSF) vs xylose concentrations.
Figure 6b: Combined Severity Factor (CSF) vs furfural concentration.
Figure 7a: Time vs xylose concentration vs. temperature.
Figure 7b: Time vs Furfural Concentration and Temperature.
Figure 8: Xylose concentration (Top) and Furfural concentration (Bottom) during the isothermal sections of the hydrolysis reaction.