Study of Qualification of Coating Procedure Specifications as Per Din 30670 for 3lpe Coating of 8 Inch Diameter Erw Pipe
*Corresponding Author(s):
Hafiz Abdul Ahad QaziDepartment Of Quality Control Health And Safety Environment Engineer, Kotri, Pakistan
Tel:+923448344723,
Email:ahadqazi10@yahoo.com
Abstract
In present study qualification of 3 layer polyethylene coating procedure is discussed which is adopted for the corrosion protection of API 8 Inch ERW line pipes. API monogrammed bare pipes were supplied by the local manufacturer while coating was performed as per DIN 30670 standard. Raw materials including surface preparation and coating raw materials steel grit, acid and chromate, epoxy, adhesive, HDPE and bare pipes were tested and compared with the manufacturer testing certificate for specification compliance check, results are presented in tables 1-4. Physical inspections of bare pipes were carried out before assigning unique identification number to each pipe. Surface preparation including pre-heating of pipes at least 3ºC above dew point temperature, steel grit blasting of pipes to get the desired Sa 2.5 surface with 50 to 80 microns profile, acid washing of pipes to remove excess chloride ions, Rinsing of pipes after acid washing with RO water, drying of pipes through blowers, induction heating of pipes up to the epoxy manufacturer recommended temperature which is 200 to 220 degree celsius, first layer epoxy powder application through electrostatic spray gun technique, second layer of adhesive and third layer of Polyethylene film application through side extrusion process, quenching of coated pipes, full length coating holiday inspection and in the end Final inspection of coated pipes. Four test pipes were selected for coating procedure qualification. Out of these 4 test pipes, First pipe coated with adhesive layer for adhesive layer thickness measurement, Second pipe coated with epoxy layer for epoxy layer thickness measurement, third pipe coated with Polyethylene layer for polyethylene layer thickness measurement along with sampling for indentation hardness test, fourth pipe coated with all three layers and tested for thickness measurement of combined three layers, holiday detection, peel adhesion strength test, impact test and cathodic disbondment test. All testing were evaluated to check compliance against the standard DIN 30670 requirements and coating procedure specifications.
Keywords
INTRODUCTION
Since the advancements in piping technology for oil and gas transportation, three layer polyethylene coating have been in use for not only giving corrosion protection to the pipelines but also enhancing the service life of it. 3LPE (Three Layer Polyethylene) systems consists of first functional layer: a high performance Fusion Bonded Epoxy (FBE) an anticorrosion layer, followed by second functional layer a copolymer adhesive which makes bond between epoxy and polyethylene and third functional layer an outer layer of high density polyethylene which provides tough and durable protection. 3LPE coating systems provide the most efficient pipeline protection for small and large diameter pipelines with moderately operating temperatures from -40°C up to 80°C which is comparatively higher range.
Prior to start of regular coating production of each order, a procedure qualification trial is adopted for each pipe diameter range, Inch, for each combination of coating material, and for each plant, to set up that plant, materials and coating procedures resulting quality of finish product confirming to the properties of the material, relevant standards, specifications and material manufacturer’s recommendations. In current study, coating procedure qualification is performed for 8 inch diameter ERW pipe, four test pipes are selected for coating procedure qualification. Out of four test pipes, one pipe coated with adhesive, one pipe coated with epoxy, one pipe coated with polyethylene and one pipe coated with all three layers. Properties of the starting raw materials as mentioned in test certificates supplied by the respective manufacturers is compared with the standard specifications raw materials include client supplied bare pipes which are manufactured as per API 5L 45th edition. Surface preparation raw materials which include steel grit, phosphoric acid and chromate. Coating raw materials which include epoxy powder, copolymer adhesive and high density polyethylene.
SURFACE PREPARATION MATERIALS PROPERTIES
Seen from tables 1-3.
|
|
Manufacturer |
C% |
Mn% |
Si% |
S% |
P% |
Hardness (HRC) |
Microstructure |
Density (g/cm3) |
||||||
|
Steel Grit |
Thomas Abrasive |
0.97 |
0.91 |
0.88 |
0.018 |
0.02 |
47-52 |
Tempered Martensite |
7.4 |
||||||
|
|
|||||||||||||||
|
Phosphoric Acid |
Manufacturer and Type |
Density (g/cm3) |
Color |
||||||||||||
|
Chemetall, Oakite 33 |
1.310 |
Light Yellow |
|||||||||||||
|
|
|||||||||||||||
|
Chromate |
Manufacturer and Type |
Appearance |
Specific Gavity @ 20ºC |
PH @ 20ºC |
Hexavalent Cr. As g/l CrO3 |
Hegmann Gauge Test |
|||||||||
|
Chemetall, Accomet PC |
Dark Brown Liquid |
1.91 |
2.3 |
97 |
No Particle exceeding 12 microns |
||||||||||
Table 1: Properties of steel grit, phosphoric acid and chromate as per manufacturer test certificate.
|
Fusion Bonded Epoxy |
Manufacturer and Type |
Moisture Content % |
Particle Size % 150 Microns |
Particle Size % 250 Microns |
Density (G/L) |
Thermal Characterstics- Inflection Point (J/G) |
Cathodic Disbondment Radius of Disobondment (-3.5 V, @ 65ºC, 24 hours) |
Impact Resistance |
Water Soak |
Flexibility Test at 3 Degree @ 30ºC |
|
Jotun JotaPipe 1003-21S |
0.19 |
2 |
0.2 |
1455 |
39.7 |
1 mm |
>1.5 Joule |
Rating 1 |
No Cracking
|
Table 2: Properties of fusion bonded epoxy as per epoxy manufacturer test certificate.
*Epoxy raw material tests done by the manufacturer as per CSA-Z245.20-10 standard.
|
Adhesive |
Manufacturer and Type |
Density @ 23ºC (Kg/cm3) |
Melt Flow Rate (g/10 min) @ 190 ºC & 2.16 Kg |
Ultimate Tensile Strength (MPa) |
Hardness (Shore-D) |
Vicat Softening Point (A50, 10N), Unit (ºC) |
Melting point (ºC) |
Flexural Modulus (MPa) |
Tensile Impact @ 20 ºC (J/cm3) |
Water Absoption (%) |
|
Lushan, L-5R |
929 |
1.81 |
19.6 |
60 |
101.9 |
125.4 |
280 |
12.6 |
0.06 |
Table 3: Properties of Copolymer Adhesive as per adhesive manufacturer test certificate.
* Adhesive raw material tests performed by the manufacturer as per ASTM relevant standards.
|
Polyethylene |
Melt Index @ 190ºC & 2.16 Kg load (g/10 min) |
Density Compound (Kg/m3) |
Carbon Black Content (%) |
Oxidation Induction Time @ 210ºC Al Pan (Minutes) |
Moisture Content (ppm) |
Total Volatiles (ppm) |
|
0.49 |
954 |
2.18 |
52 |
10 |
110 |
Table 4: Properties of polyethylene as per polyethylene manufacturer test certificate.
* Polyethylene raw material tests performed by the manufacturer as per ISO relevant standards.
METHODOLOGY
Client supplied bare pipes were visually inspected for surface defects dents, pits, bevel and root damage, straightness, surface contamination etc., QC cleared pipes sent for surface cleaning process while rejected pipes sent for re-working or replacement. Detailed coating process steps are presented in flow diagram below (Figure 1).
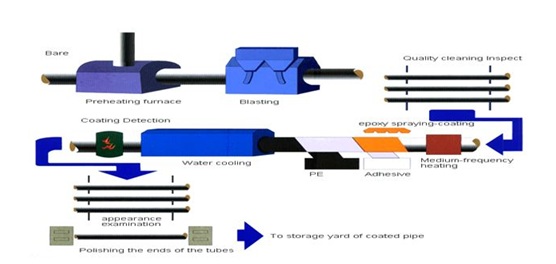 Figure 1: Schematic diagram of 3 layer polyethylene coating process.
Figure 1: Schematic diagram of 3 layer polyethylene coating process.
First step is the surface preparation of pipes prior to coating application. To do so first pipes are passed through gas furnace for preheating of pipes above dew point temperature thereafter pipes are subjected to steel grit blasting using centrifugal blasting technique where all the rust on pipes surface is removed,. In steel grit blasting, pipes are cleaned up to white metal surface appearance Sa2.5 with required surface profile. Using acid spraying technique, pipes are sprayed with phosphoric acid solution which reacts with chloride ions present on pipe surface and rinsing the pipes with RO water flash them out of the pipe surface. In the end of first step quality inspection is performed.
Second step is the coating application. Surface treated pipes are subjected to induction heating of pipes upto the epoxy manufacturer recommended temperature which 200-220ºC. Epoxy powder is sprayed on pipes through electrostatic spray gun technique after some seconds of epoxy layer application second layer of copolymer adhesive and third layer of polyethylene is applied on pipes through side extrusion process there after pipes are passed through Quenching tank where cold water is sprayed on as coated pipes where soft coated pipes are converted to hard coated form. In the end of second stage coated pipes are subject to full length holiday detection where flaw in coating is detected.
Third step involves removal of coating up to the specific length from both ends through cutback brush rollers thereafter in the final stage coated pipes are inspected for thickness measurement, coating bevel, cutback length, marking, and other quality control testing. The testing results discussed in the results and discussion chapter.
RESULTS AND DISCUSSION
In current study four pipes are selected as sample, Pipe Numbers 01 to 04 was selected from the batch all the measurements were recorded on these pipes. Dew point was calculated first to identify the temperature required to be set for preheaters. In current study dew point measured was 9.2°C as can be seen from the figure 2 hence the temperature of preheaters were set accordingly the temperature measured after preheaters was 39°C as can be seen from figure 3 which is quite higher than the dew point. Steel grit blasting of pipes carried out using centrifugal shot blasting technique, the surface profile measured 75 microns using testex tape and foil thickness gauge (replica method) refer figure 4 and satisfactory surface cleanliness level which is under the standard specifications as can be seen from figure 4, chloride content test using digital titration method performed before acid washing on blasted pipes which was measured 48 PPM which is higher than the client specifications (<20PPM) hence acid washing with 10% phosphoric acid +90% RO water solution was performed the chloride ions value after acid washing and RO rinsing was recorded 5 PPM which is under the client specified limit as can be seen from figure 5. As 200-240°C temperature before epoxy application is a requirement of first layer application, bare pipes passed through induction heating process the temperature measured using contact thermometer just before first layer epoxy application was 206 Degree Celsius which met the epoxy manufacturer recommendation as can be seen from figure 6. Application of all three layers were visually witnessed all production parameters including Pipe temperature, No. of epoxy guns, pressure of epoxy spray, adhesive and Polyethylene extruders melt temperature, pressure and RPM of driving screw and coating speed were recorded. For qualification testing, first adhesive layer is applied on bare pipe subsequent to cooling thereafter dry film thickness of adhesive layer measured which is 286-345 microns using dry film thickness calibrated gauge the adhesive layer sample reading was found under the client specifications (250 Microns Min. to 450 Microns Max.) as can be seen from figure 7. Thereafter epoxy layer qualification performed the thickness measured on epoxy cured film was 243-270 microns which met the client specifications (200 Microns Min.) as can be seen from figure 8. After both layer qualification performed normal production was started at the qualified parameters one sample pipe No.4 was selected from the batch on which following tests were marked and performed: full length holiday inspection, 3 Layer Polyethylene thickness measurement as can be seen from figure 9, visual inspection, Cathodic disbondment test at 60°C as can be seen from figure 10, impact test figures 11 and 12, Peel adhesion test as can be seen from figures 13 and 14, indentation hardness test of PE sheet as can be seen from figure 15 and elongation test of polyethylene sheet as can be seen from figures 16 and 17.
 Figure 2: Showing dry bulb and wet bulb temperature.
Figure 2: Showing dry bulb and wet bulb temperature.
 Figure 3: Temperature before shot blasting.
Figure 3: Temperature before shot blasting.
 Figure 4: shows shot blasted pipe surface profile.
Figure 4: shows shot blasted pipe surface profile.
 Figure 5: Shows chloride content test value after acid wash.
Figure 5: Shows chloride content test value after acid wash.
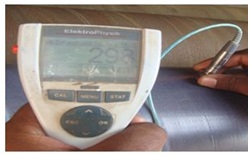
Figure 6: adhesive film thickness 298 microns.
 Figure 7: Pipe temperature before epoxy application.
Figure 7: Pipe temperature before epoxy application.
 Figure 8: Shows epoxy cured film thickness 243 microns.
Figure 8: Shows epoxy cured film thickness 243 microns.
 Figure 9: Shows 3 Layer thickness measured value 2.585 mm.
Figure 9: Shows 3 Layer thickness measured value 2.585 mm.
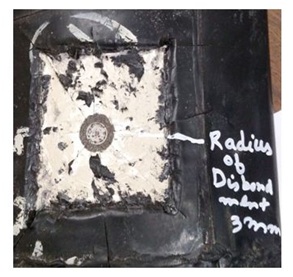 Figure 10: Cathodic disbondment test piece after test.
Figure 10: Cathodic disbondment test piece after test.
 Figure 11: Shows impact test at fixed height of 1 meter.
Figure 11: Shows impact test at fixed height of 1 meter.
 Figure 12: Holiday detection at 25 KV after impact test.
Figure 12: Holiday detection at 25 KV after impact test.
 Figure 13: Shows peel adhesion test.
Figure 13: Shows peel adhesion test.
 Figure 14: Shows peel adhesion value which is 240 N/cm.
Figure 14: Shows peel adhesion value which is 240 N/cm.
 Figure 15: Indentation test of PE sheet @70ºC.
Figure 15: Indentation test of PE sheet @70ºC.
 Figure 16: PE Sheet Elongation Test Specimen.
Figure 16: PE Sheet Elongation Test Specimen.
 Figure 17: PE sheet Elongation Measurement.
Figure 17: PE sheet Elongation Measurement.
For qualification of coating procedure specifications some of the tests were performed on production floor and results evaluated at the same time while some of the tests were performed in laboratory under controlled temperature. Table 5 shows the qualification tests results for surface preparation, table 6 shows testing results conducted on shop floor whereas table 7 shows testing results conducted in laboratory.
|
Dew Point Measured |
Preheating Temperature Requirement |
Preheating Temperature Measured |
Grit Blasting Profile Requirement |
Grit Blasting Profile Measured |
Chloride Content Test on grit blasted pipe surface Requirement |
Chloride Content Test on grit blasted pipe surface Measured |
Pipe Temperature Requirement Before Epoxy Application |
Pipe Temperature Measured Before Epoxy Application |
|
9.2ºC |
> 3ºC of Dew Point |
39ºC |
50- 80 Microns |
75 Microns |
5 PPM |
200-220ºC |
206ºC |
Table 5: Testing Results related to surface preparation prior to coating application.
* Chloride Content test as per standard ISO 8502-2.
|
Thickness First Layer Epoxy Req. |
Thickness Epoxy First Layer Measured |
Thickness Second Layer Adhesive Req. |
Thickness Adhesive Layer Measured |
Thickness 3 Layer 3LPE Req. |
Thickness 3Layer 3LPE Measured |
Online Holiday Test at 25 KV Req. |
Online Holiday Test at 25 KV Result |
Peel Strength @ 25ºC Req. |
Peel Strength @ 25ºC Measure |
Impact Resistance at 23ºC subsequent to Holiday Detection at 25 KV Req. |
Impact Resistance at 23ºC subsequent to Holiday Detection at 25 KV Result |
|
>200 Microns |
243-270 Microns |
250-450 Microns |
286-345 Microns |
> 2.5 mm |
2.5-3.1 mm |
No Spark |
No sparks |
> 150 N/Cm |
240 N/cm |
No Spark |
No spark |
Table 6: Qualification testing results the testing was performed and evaluated on production floor.
*Thickness of all three layers measured as per Annex A of DIN 30670
* Holiday Detection as per Annex E of DIN 30670
* Peel adhesion strength as per Annex D of DIN 30670
* Impact Resistance test as per Annex H of DIN 30670
|
Cathodic Disbondment Test @ 60ºC, -3.5 V, 24 hours Requirement |
Cathodic Disbondment Test @ 60ºC, -3.5 V, 24 hours Result |
Indentation Test @ (i) 23ºC @ (ii) 70ºC Requirement |
Indentation Test @ (i) 23ºC @ (ii) 70ºC Measured |
Elongation Test @23ºC Requirement |
Elongation Test @23ºC Measured |
|
Radius of Disbondment < 7 mm |
Radius of Disbondment 3 mm |
(i) < 0.2 mm |
(i) 0.07 mm |
> 400% |
733% |
Table 7: Qualification testing performed and evaluated in laboratory at controlled temperature.
* Cathodic disbondment test at 60ºC as per ASTM G42
* Indentation hardness test as per Annex I of DIN 30670
* Elongation test as per Annex F of DIN 30670 and standard ISO 527-1 to 527-3
CONCLUSION
Coating application on line pipes is performed against corrosion protection and is considered as primary corrosion protection system for line pipes as there is a secondary corrosion protection technique usually cathodic protection which is adopted in field pipelines. Beside a collective purpose and function of 3LPE coating system, all three layers perform individual functions. First epoxy layer performs anticorrosion function of the coating system which protects the line pipe against oxidation. The second layer of copolymer adhesive keeps the first and third layer of 3LPE coating system bonded while the third layer which is thickest of all three layers gives mechanical strength and protects 3LPE coating system from mechanical damage during handling and in-service mechanical damages of buried pipeline. As all three layer performs individual functions, all three layers raw materials properties verified individually prior to use in coating process to check compliance against DIN 30670, all three layers application were individually tested and as all three layers perform collective function some of the tests performed on 3LPE coating system. From the tables 1-7, it can be seen that all the results are complying with the manufacturing specifications and DIN 30670 hence the coating procedure specifications found satisfactory and approval is given for normal routine coating production.
REFERENCES
- IEEE GlobalSpec (2012) DIN 30670: Polyethylene coatings on steel pipes and fittings: Requirements and testing. IEEE GlobalSpec, New York, USA.
- IHS Markit (2018) CSA Z245.20: Plant-applied external coatings for steel pipe (3rd edn). IHS Markit, London, UK.
- ColtKBR (2005) Plant applied external 3-layer coating system for buried steel pipelines: Conceptual and preliminary engineering for mackenzie gas project. ColtKBR, Calgary, Canada.
- NACE (1998) Nace book of standards. NASE, Pennsylvania, USA.
- Singh R (2014) Corrosion control for offshore structures cathodic protection and high efficiency coatings, (1st edn). Elsevier, Amsterdam, Netherlands.
- Tanner JP (1990) Manufacturing Engineering: An introduction to the basic functions (2ndedn). Taylor & Francis Group, Abingdon, UK.
- ISO (1992) Preparation of steel substrates before application of paints and related products-tests for the assessment of surface cleanliness-Part 2: Laboratory determination of chloride on cleaned surfaces. ISO, Geneva, Switzerland.
- Touchstone Research Laboratory (2012) ISO 527-1: Determination of tensile properties of plastics. Touchstone Research Laboratory, West Virginia, USA.
Citation: Qazi HAA (2019) Study of Qualification of Coating Procedure Specifications as Per Din 30670 for 3lpe Coating of 8 Inch Diameter Erw Pipe, Pakistan. J Environ Sci Curr Res 2: 008.
Copyright: © 2019 Hafiz Abdul Ahad Qazi, et al. This is an open-access article distributed under the terms of the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original author and source are credited.