Printability of Hydrogel Composites Using Extrusion-Based 3D Printing and Post-Processing with Calcium Chloride
*Corresponding Author(s):
Xiaolei ShiFood Science And Human Nutrition Department, Iowa State University, Ames, United States
Tel:+1 5152941776,
Email:xshi@iastate.edu
Abstract
Bioprinting is a promising technique in processing hydrogels to fabricate different matrices with active agents in the pharmaceutical industry. This study investigated the printability of gelatin-alginate hydrogel by extrusion-based 3D printing. 3D printed structures were thenpost-processed with calcium chloride solution to improve surface smoothness and gel strength. In this study, we aimed to fabricate bioscaffold using natural biopolymers with different ratios of Gelatin and Alginate (G/A) to deliver pharmaceutical or supplemental ingredients. The G/A influenced the rheology properties, which were strongly correlated to the 3D printability and deformability of the materials. There was a shear-thinning behavior for all three materials tested with G/A of 1:4, 1:1, and 4:1. All materials showed the magnitude of G' higher than G", and the loss factor tan δ<1. Furthermore, the viscoelastic properties of materials with G/A 1:1 and 1:4 were within the range of the loss factor tan δ 0.3 to 0.5, which was potentially 3D printable. The best 3D printability and the least deformation were both observed for G/A of 1:1, making it superior than G/A 1:4 and 4:1 for 3D printing purposes. Also, the soaking time for post-processing also affected the surface smoothness and gel strength. When 3D printed matrices were immersed in CaCl2 solution (0.1M) for a longer time, the surface smoothness was highly improved, but the deformation also increased. Overall, the material with G/A ratio 1:1 and post-processed with CaCl2 for a shorter length of time should have a huge potential to be used for extrusion-based 3D printing for delivering pharmaceutical and supplemental ingredients.
Keywords
3D printing; Alginate; Gelatin; Hydrogel composite; Post-processing; Rheology
INTRODUCTION
3D printing is a technique that prints out materials layer-by-layer to fabricate a 3D formulation by a digital control. The applications of 3D printing technology have been extended from printing plastic parts to the areas of tissue engineering, pharmaceutical, oral devices, food production, and civil engineering [1-3]. The potential of the development in drug delivery systems is unlimited and could provide more flexibility in pharmaceutical processing than the traditional one [4]. By using 3D printing technology, the dosage of active ingredients could be accurately controlled to form personalized tablets for each individual.
Furthermore, precise spatial control of complex-formed drug-releasing profile hasbeen obtained through extrusion-based 3D printing technology [5]. The materials have been used in the area of pharmaceutical and tissue engineering are mainly semi-solid hydrogels made from protein or carbohydrate-based materials, such as alginate, gelatin, cellulose derivatives, and gums [1,6,7]. The rheological properties of those materials are deciders of the printability and deformability of printed scaffold. It is important to formulate the material with appropriate concentration or with added cations, such as Ca2+, to make it suitable for 3D printing purposes.
Alginate, which is salt of alginic acid, is a polysaccharide widely occurred in cell walls of brown algae and has already been used in several biomedical applications due to its’ hydrophilic properties and the ability to form in much viscous gum [8]. When it comes to bioengineering, biomaterials that come from natural sources are generally being considered. Since alginate’s favorable properties, including biocompatibility and ease of gelation, it has been particularly attractive to the bioengineering industry [9]. Sodium alginate has been widely as a 3D printing material, with added cations, such as calcium, to increase the gel strength for 3D printing purpose [10,11]. As alginate is relatively soft and liquid-like in its nature, it is usually combined with other hydrogels, such as cellulose derivatives, starch, or gelatin, to form stronger hydrogels for 3D printing [10,12,13]. Gelatin is a natural protein-based biopolymer derived from collagen hydrolysis.It has already been widely applied in the bioengineering industry as a biomaterial due to its excellent biocompatible and biodegradable ability. However, the rheological properties of gelatin could largely affect the quality of a particular application [14]. Compared to alginate, gelatin is more solid-like and brittle, which limited its usage in 3D printing applications. Alginate and gelatin has been combined to make hydrogel composites to enhance the viscoelastic properties and thermal stability [13]. In previous studies, the composite made of alginate/gelatin has been used in tissue engineering and medical device; however, its usage in food processing area and pharmaceutical is still in its infancy [15,16].
In this study, the 3D printing materials were prepared by using different ratios of gelatin and alginate to obtain the optimal formula of the biopolymer matrix for printing purposes. To solidify the printed scaffold, the printed parts were immersed into calcium chloride solution as a post-processing treatment. As alginate consists of α-L-Guluronic acid (G) and β-D-Mannuronic acid (M) it could be formed into the gel matrix by binding a divalent cation such as Ca2+ on to the G sequences of alginate (Agulhon et al., 2011) [11]. Additionally, by immersing the gelatin-alginate matrix into the calcium chloride solution, it could also help prevent the hydrogel from degradation in pharmaceuticals [17]. However, the gel strength is influenced by the interaction between cations and G sequences and also by the concentration of alginate, and the gelling or hardening time [18]. Therefore, this study aims to investigate the optimal gelatin and alginate ratio of the 3D printing material and the gelling time for post-processing.
MATERIALS AND METHODS
Materials
Sodium alginate (TICA-algin® 400 Powder) was provided by TIC Gum (White Marsh, MD). Bovine gelatin (Gelatin from bovine skin, Type B) was provided by Sigma-Aldrich (St. Louis, MO). Hydrogel composites were prepared by dissolving gelatin and alginate powder in 47.5g of deionized water with three different ratios of gelatin and alginate to create a 5% (w/w) of total solid. The three ratios for gelatin and alginate were designed as 1:4, 1:1 and 4:1(w/w). Table 1 shows the formula for 5% of the gelatin-alginate mixture with three gelatin/alginate ratios. By continuous stirring while heating at 40°C, gelatin and alginate were completely dissolved in DI water. After all gelatin-alginate hydrogelswere cooled down, they were centrifuged at 3000rpm for 10 minutes to eliminate air bubbles, which were formed during stirring. For studying the printability of the gelatin-alginate materials, a portion of the samples were further transferred into a sterile syringe of the extrusion-based 3D printer.
|
|
Polymer (w/w)% |
G/A Ratio |
Total polymer(g) |
Gelatin(g) |
Alginate(g) |
Water(g) |
Total Weight(g) |
|
1 |
5% |
1:4 |
2.5 |
0.500 |
2.000 |
47.5 |
50 |
|
2 |
5% |
1:1 |
2.5 |
1.250 |
1.250 |
47.5 |
50 |
|
3 |
5% |
4:1 |
2.5 |
2.000 |
0.500 |
47.5 |
50 |
Table1: The formula for 5% of gelatin-alginate hydrogel with three Gelatin/Alginate (G/A) ratios, 1:4, 1:1 and 4:1.
Rheological properties
The rheology properties were conducted by the use of Discovery HR-2Rheometer (TA Instruments, New Castle, DE) with parallel geometry at a gap size of 1mm under ambient temperature. To determine the printability of material, tworheology tests were conducted. The flow ramp test was carried out to evaluate the apparent viscosity under an increasing shear rate ranging from 0.1 to 30.0 1/s. In order to characterize the dynamic modulus of a material, the oscillation frequency sweep test was conducted under a small strain of 0.1 with increased frequency from 0.1 to 1000 rad/s throughout the test.
3D Printing process and post-processing
The printing of gelatin-alginate composites was performed using a customized extrusion-based 3D printerconfigured on the platform of the Velleman K8200 3D printer (Velleman Inc., Fort Worth, Texas). All samples were printed out one day after material preparation to make sure the polymers were fully hydrated. Figure 1(a) shows the configuration of the customized 3D printer and figure 1(b) is the conceptual sketch of the extrusion-based 3D printer. The geometric was designed in the shape of acuboidwitha rectilinear infilled pattern. The designed shape was sliced into layers and translated into G-code using the open-source Slic3r software. The gelatin-alginate composite in the syringe wasextruded out through a nozzle at a speed of 8.0mm/s. The objects were printed into twelvelayers using a syringe with a nozzle diameter of 0.636mm. Post processing were conducted by either applying 0.1M CaCl2 solution on top of the surface of the printed objects, or by soaking the printed objects into 0.1M CaCl2 solution for a different time, i.e.10, 20, 30 and 60 minutes, respectively.
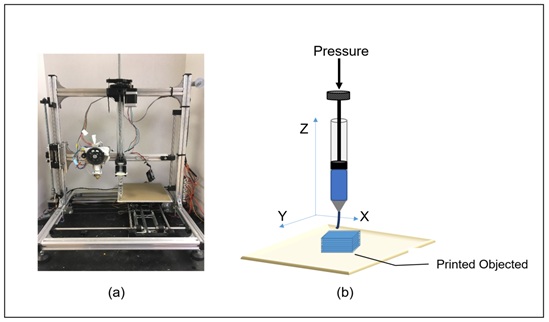
Figure 1: Model of the extrusion-based 3D printer (a) and the extrusion-based 3D printer schematic (b).
Statistical analysis
All experiments were performed in triplicates and representative data were presented in mean values. All 3D printed objects were printed in duplicates or triplicates but only representative images were selected.
RESULTS AND DISCUSSION
Rheological properties
Flow ramp was conducted to investigate the flow behavior and viscosity of materials. According to figure 2(a), as the shear rate increased, the apparent viscosity decreased. The shape of curves indicated that there was a shear-thinning behavior for all three materials. This shear-thinning behavior suggested that when there is shear stress during the 3D printing process, the material would flow easierwith reduced viscosity. This is probably due to the network of molecules were disrupted under shear stress. Due to this property, these materials are considered to be 3D printable through the extrusion-based printer once the stress higher than the yield stress is applied.
The viscoelastic properties of the composite gelatin-alginate hydrogels were determined under a frequency sweeps at constant stress by comparing the magnitude of loss modulus (G") and storage modulus (G'). Also, the relation between G"andG'were presented bythe loss factor (tan δ=G"/G'). A value of tan δ>1 indicated that the material is predominant with liquid-likebehavior, while a value oftan δ<1 indicates that the material is predominant with solid-like behavior [19,20]. Figure 2(b) shows that all materials showed the magnitude of G' higher than G" and the loss factor tan δ<1 within the frequency range applied, which means that all materials were more solid-like [19,21]. The values of tan δ for materials with gelatin/alginate ration 4:1 wereapparently lower than those of 1:1 and 1:4 (Figure 2b). This means that the rheological property for gelatin-alginate 4:1 is more solid-like with poor fluidity. According to our preliminary study, gelatin behaved more like a brittle solid compared to alginate with a concentration of 3-5%. This could furtherexplain the rheological property of the hydrogel of G/A 4:1, which hada higher portion of gelatin within the material. In order to be potentially 3D printable using the current 3D printer, the tan δ valuesshould fall into the range of 0.3 to 0.5 during the frequency sweep of 0.1 to 1000rad/s [2]. We can see from figure 2(b) that both G/A 1:1 and 1:4 are withinthis range, indicating the potential of using these two materials for 3D printing.
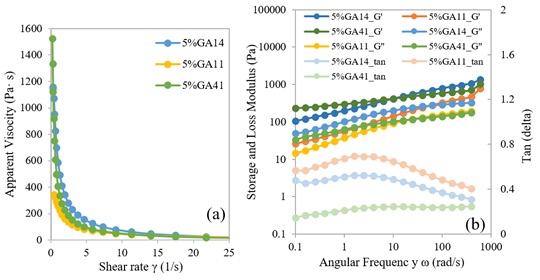
Figure 2: (a) Flow ramp test: Shear rate versus apparent viscosity profile; (b) Oscillation Frequency sweep test: dynamic modulus and loss tangent versus angular frequency profiles of 5% gelatin-alginate mixture with different gelatin/alginate ratio (1:1, 4:1 and 4:1 w/w).
3D printing of hybrid composite
According to our preliminary studies not reported here, using gelatin or alginate alone for 3D printing is not feasible. Hydrogels made of gelatin is too brittle to be 3D printed, and alginate is too liquid-like to hold its shape after 3D printing. Thus, we used a hybrid composite made of different ratios of gelatin and alginate for 3D printing purposes. All samples were printed out one day after material preparation to ensure the polymers were fully hydrated. After the rest time, the hydrogels with different ratios of gelatin and alginate were 3D printed into the designed shape of a cuboid. As shown in figure 3(a and b), when increasing the ratioof alginate, the sample would be more in a liquid form with higher flowability. Therefore, when printing out with the material with a 1:4 gelatin/alginate ratio, the 3D printedcuboid structure could not hold itsstructure but spread out instead. On the other hand, when increasing the gelation portion, the material with a 4:1 gelatin/alginate ratio would be a brittle mass. Therefore, the upcoming layer was fully integrated with the existing layer. The layers would not stick to each otheras goodas the one with a ratio of 1:1. From the three types of materials we printed, it showed that the gelatin/alginate ratio 1:1 has the optimal quality considering its printability, resistance to deformation, and surface smoothness.
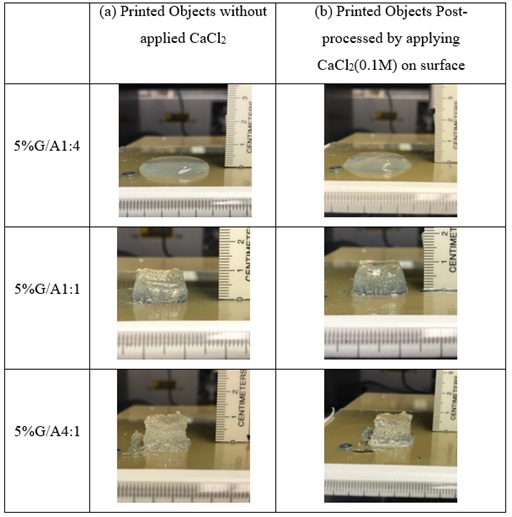
Figure 3. Representative images of the 3D printed geometries fabricated with 5% solid containing gelatin-alginate hydrogels with different gelatin and alginateratios (G/A): 1:4, 1:1, and 4:1. The images on column (a) showed the objects that were 3D printed with only gelatin-alginate hydrogels in a cuboid-shaped. The images aligned with column (b) showed the 3D printed objects after post-processingbyapplying 0.1M of CaCl2 solution on top of the surface with dropper.
Post processing of 3D printed matrix
To increase the surface smoothness and gel strength, the 3D printed geometries were fully immersed into the aqueous solutions of 0.1 M CaCl2 for different length of time, which is 10, 20, 30 and 60 minutes, respectively. By comparing figure 3a and figure 4, we found that by immersing 3D printed matrices in CaCl2 solution, the surface smoothness was highly improved.
The hypothesis is that with the presence of Ca2+, the degree of crosslinking between Ca2+ and alginate also increased, thus stronger gels were formed. The gel strength was not quantified at this stage, but texture analysis will be conducted to measure the effect of soaking time on gel strength in our future studies. The change of intermolecular networking may also change the intermolecular forces and surface tension of the printed matrix, resulting incontraction and shrinkage of the cuboid shape into a more spherical shape. With the increase of soaking time, the degree of shape contraction also increased. This result is consistent with previous studies showing that increasing the gelling time would increase the degree of crosslinking between Ca2+ and alginate. The increased degree of cross-linking alsocaused the contraction of gels [13]. For 3D printing purposes, a smooth surface of the printed objects is usually preferred, but shape deformation is not. Further study is needed to achieve the balance of making a smoother surface with better shape retention capacity. This may be achieved by employing shorter soaking time and use lower concentrations of CaCl2 solution.
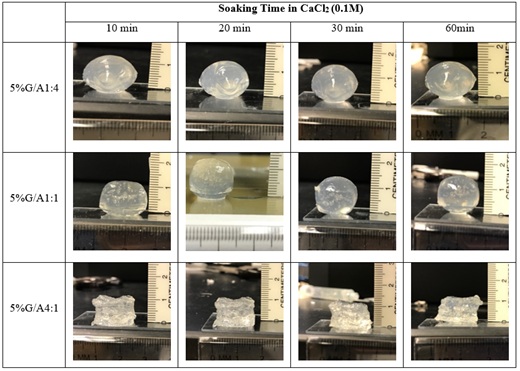 Figure 4. Representative images of the 3D printed structures after soaking into 0.1M of calcium chloride (CaCl2) with different soaking times of 10, 20, 30 and 60 minutes.
Figure 4. Representative images of the 3D printed structures after soaking into 0.1M of calcium chloride (CaCl2) with different soaking times of 10, 20, 30 and 60 minutes.
CONCLUSION
In this study, the rheology test was conducted to evaluate the viscosity and viscoelastic properties of gelatin-alginate hydrogels. According to the findings from the flow ramp test, these gelatin-alginate hydrogels tested are considered to be printable due to the shear-thinning behavior. Additionally, based on the viscoelastic propertiesshown in the oscillation frequency test, gelatin/alginate hydrogels with ratio 1:1 and 4:1 shows a better printability potential. Based on the rheological properties and the 3D printing results, we can conclude that the optimal ratio for the gelatin and alginate is 1:1. In addition, the post-processing treatment with different soaking time in calcium chloride solution indicated that longer soaking time would result in a stronger gel; however, further tests should be done to determine the effects of soaking time on gel strength.The most important finding of this study is that the gel strength and surface smoothness can be significantly improved by soaking the 3D printed geometries in the calcium chloride solution. The problem to address in the next step is to improve shape retention during the post-processing.
REFERENCES
- Derakhshanfar S, Mbeleck R, Xu K, Zhang X, Zhong W, et al. (2018) 3D bioprinting for biomedical devices and tissue engineering: A review of recent trends and advances. Bioact Mater 3: 144-156.
- Polamaplly P, Cheng Y, Shi X, Manikandan K, Zhang X, et al. (2019) 3D printing and characterization of hydroxypropyl methylcellulose and methylcellulose for biodegradable support structures. Polymer 173: 119-126.
- Sun J, Zhou W, Huang D, Fuh JYH, Hong GS (2015) An overview of 3D printing technologies for food fabrication. Food and Bioprocess Technology 8: 1605-1615.
- Kotta S, Nair A, Alsabeelah N (2018) 3D printing technology in drug delivery: Recent progress and application. Current Pharmaceutical Design 24: 5039-5048.
- Khaled SA, Burley JC, Alexander MR, Yang J, Roberts CJ (2015) 3D printing of five-in-one dose combination polypill with defined immediate and sustained release profiles. J Control Release 217: 308-314.
- Contessi Negrini N, Bonetti L, Contili L, Farè S (2018) 3D printing of methylcellulose-based hydrogels. Bioprinting 10: 1-10.
- Gupta P, Vermani K, Garg S (2002) Hydrogels: From controlled release to pH-responsive drug delivery. Drug Discovery Today 7: 569-579.
- Gombotz WR, Wee S (1998) Protein release from alginate matrices. Advanced Drug Delivery Reviews 31: 267-285.
- Lee KY, Mooney DJ (2012) Alginate: Properties and biomedical applications. Progress in Polymer Science 37: 106-126.
- Agarwal T, Narayana SNGH, Pal K, Pramanik K, Giri S, et al. (2015) Calcium alginate-carboxymethyl cellulose beads for colon-targeted drug delivery. Int J Biol Macromol 75: 409-417.
- Agulhon P, Robitzer M, David L, Quignard F (2011) Structural Regime Identification in Ionotropic Alginate Gels: Influence of the Cation Nature and Alginate Structure. Biomacromolecules 13: 215-220.
- Lozano-Vazquez G, Lobato-Calleros C, Escalona-Buendia H, Chavez G, Alvarez-Ramirez J, et al. (2015) Effect of the weight ratio of alginate-modified tapioca starch on the physicochemical properties and release kinetics of chlorogenic acid containing beads. Food Hydrocolloids 48: 301-311.
- Saarai A, Kasparkova V, Sedlacek T, Saha P (2013) On the development and characterisation of crosslinked sodium alginate/gelatine hydrogels. Journal of the Mechanical Behavior of Biomedical Materials 18: 152-166.
- Stainsby G (1987) Gelatin gels. Pearson AM, Dutson TR and Baily AJ (Eds.), Advances in meat research. Volume 4. Van Nostrand Reinhold Company, London, UK.
- Wu Z, Su X, Xu Y, Kong B, Sun W, et al. (2016) Bioprinting three-dimensional cell-laden tissue constructs with controllable degradation. Scientific Reports 6: 1-10.
- Wüst S, Godla ME, Müller R, Hofmann S (2014) Tunable hydrogel composite with two-step processing in combination with innovative hardware upgrade for cell-based three-dimensional bioprinting. Acta Biomaterialia 10: 630-640.
- Singh MN, Hemant KSY, Ram M, Shivakumar HG (2010) Microencapsulation: A promising technique for controlled drug delivery. Res Pharm Sci 5: 65-77.
- Kaklamani G, Cheneler D, Grover LM, Adams MJ, Bowen J (2014) Mechanical properties of alginate hydrogels manufactured using external gelation. Journal of the Mechanical Behavior of Biomedical Materials 36: 135-142.
- Eidam D, Kulicke WM, Kuhn K, Stute R (1995) Formation of maize starch gels selectively regulated by the addition of hydrocolloids. Starch 47: 378-384.
- Zhang L, Lou Y, Schutyser MAI (2018) 3D printing of cereal-based food structures containing probiotics. Food Structure 18: 14-22.
- Chaisawang M, Suphantharika M (2006) Pasting and rheological properties of native and anionic tapioca starches as modified by guar gum and xanthan gum. Food Hydrocolloids 20: 641-649.
Citation: Kuo CC, Qin H, Acuña DF, Cheng Y, Jiang X, et al. (2019) Printability of Hydrogel Composites Using Extrusion-Based 3D Printing and Post-Processing with Calcium Chloride. J food Sci Nutr 5:051.
Copyright: © 2019 Chih-Chun Kuo, et al. This is an open-access article distributed under the terms of the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original author and source are credited.